
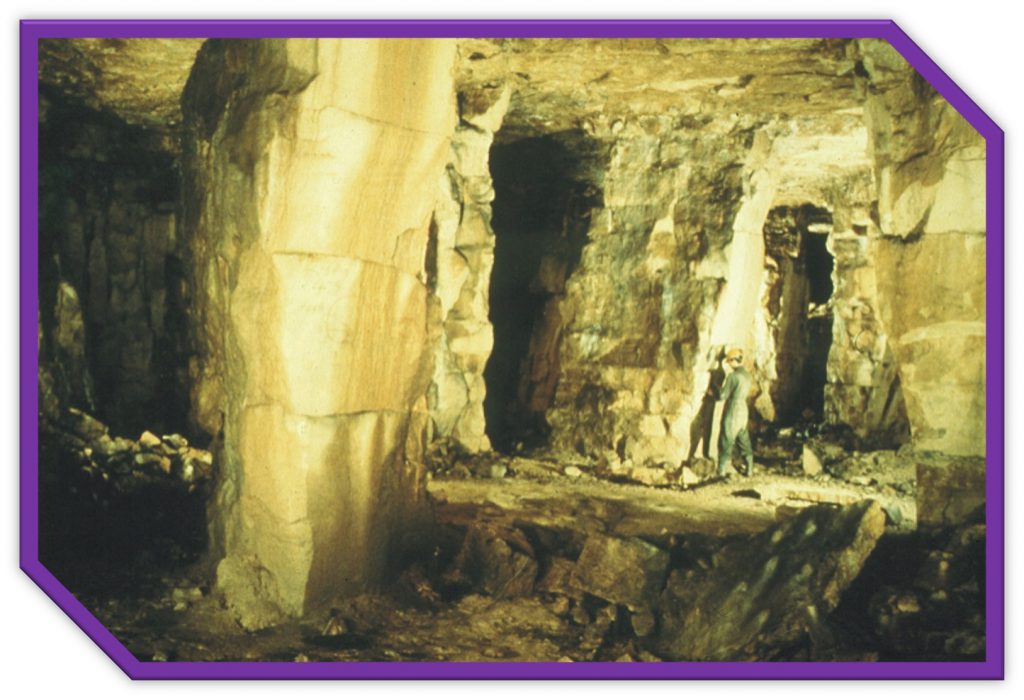
Foamed Concrete Mass infill, Combe Down mines, Bath, Somerset
Case Study – Combe Down Mines
Propump placed over 650,000m3 of light weight foam concrete in Bath, Somerset to fill the historic mines.
this mass void fill involved tight site constraints and various different material specifications. all batched on site with dedicated plant.

Combe Down Mines Case Study
Combe Down Mine Case Study
| Strength Requirement: | 1 N/mm2 – 1.5 N/mm2 |
| Density Requirement: | 600 kg/m3 – 675 kg/m3 |
| Volume Requirement | Entire project 650,000m³ |
Background:
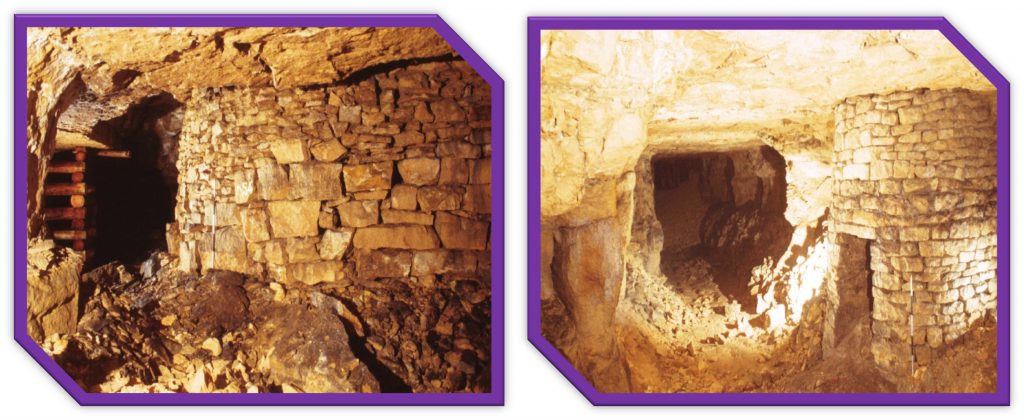
The mines in Combe Down are Oolitic Limestone mines, worked mainly during the 18th and 19th Centuries to service the huge volumes of stone required to satisfy the demand of building developers in Bath , Bristol and London . The construction of Brunels box railway tunnel in the 1830s revealed the presence of a new source of Oolitic freestone. This brought about the decline of underground mine workings in Combe Down.
The Combe Down Stone Mines are designated as a Site of Special Scientific Interest (SSSI) and a Candidate Special Area of Conservation (csac).
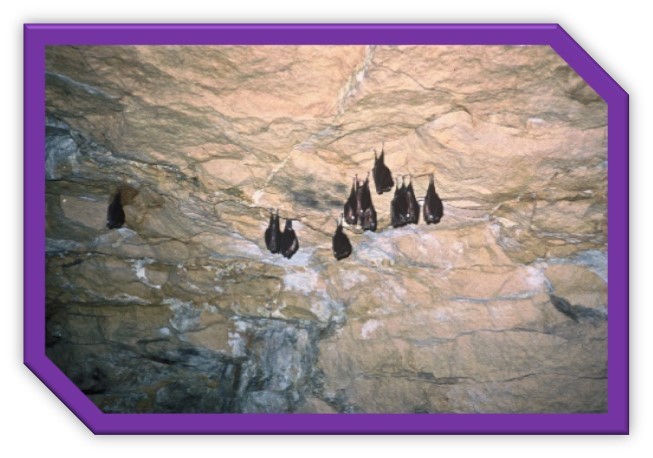
- They are one of the 20 top bat hibernation sites in Europe and 7th best in Britain. The Greater Horseshoe Bat is one of the largest and rarest bats in the UK. It’s found only in south-west England and West Wales
- The mine lies over a Grade 1 aquifer and is of international geological importance. In part due to the work of William Smith.
- The stone has been used on many of the worlds finest buildings. Including Buckingham palace and Number One London (The Duke of Wellingtons London home).
Major underground workings ceased in the 1860s as the source of stone was gradually exhausted. A few small workings continued until the early 1900s, but the mines were largely forgotten over the following century.
No records of the workings were made prior to the 1872 Mining Act. However it is estimated that less than 20% of stone was left within the mine as roof support. As opposed to the recommended 40%.
A Full underground survey of the Firs and Byfield mine areas was carried out in 1994, commissioned by the then Bath City Council. It was found that approximately 80% of the mines have less than 6m cover and as little as 2m in some places. Irregular mining and robbing stone from supporting pillars has left the mines unstable. This, coupled with a deterioration of the pillars that were left has resulted in large areas of the mine being classified as hazardous.
The debate of the mines and a course of action went on for many years with various companies having an input on the best course of action but it was not until early 2001 that work began in earnest.
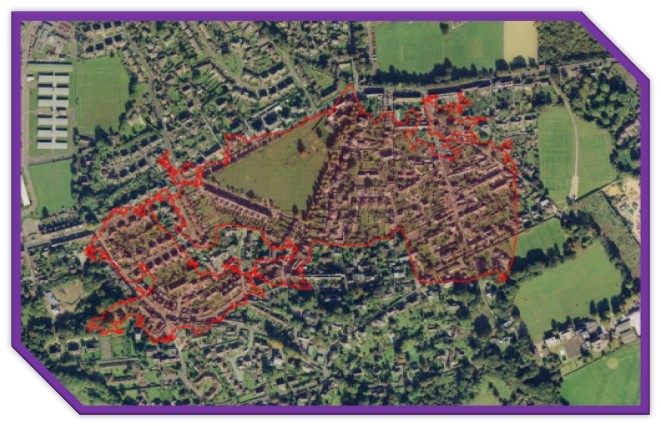

Extent of mine workings covering an area of some 40 Hectares
- The works were split into two phases the Emergency works scheme and then following on immediately, The main scheme works for the Stabilisation of the Combe Down Stone mines.
The early foamed concrete was produced using Chassis mounted inline foaming systems. The base materials had to be mixed off-site by Readymix companies and then transported to site for processing. The strict weight restrictions limiting the base mix load sizes of these deliveries to 3 cubic metres (in 4 cubic metre trucks), which was then processed into 10 cubic metres of foamed concrete and pumped up to 250 metres below ground.
Material specification
The design criteria started in the early 1990’s with the initial brief being to provide a foamed concrete with the highest yield while providing a minimum of 1Newton strength. The project moved forward slowly with a density of 600kg/m3 and a target strength of 1Newton being adopted.
The out lined specification was as follows.
- A minimum 28 day characteristic strength of 1 MPa.
- No more than 10% of the cumulative 28 day test results should fall below 1 MPa.
- The average 28 day strength should be designed as 1.4 MPa.
- Any test cube falling below 0.8 MPa at 7 days shall be considered as a fail and should more than 10% fall below 0.8 MPa the mix design will be adjusted.
- The base material should be less than 1.5 hours old and not exceed 35C.
The benefits of foamed concrete were being explored for its high yield in comparison to other fill materials. The village of Combe down needed to remain as uninterrupted as possible through the placement of the then estimated 250,000m3. As time progressed the estimates grew and ended at 600,000m3.
After extensive trials and testing of suitable infill materials including, sand, stone, and pulverised fuel ash. A lightweight (600kg/m3) foamed concrete was chosen as a suitable fill material fulfilling the requirements of the client, the engineers and the contractor. One of the biggest factors in choosing foamed concrete over the other possible materials was its ability to be made very lightweight. It was thought that the infilling of large volumes with denser materials could cause a potential settlement problem and that using a material with a plastic density around 600kg/m3 could negate this possible problem.
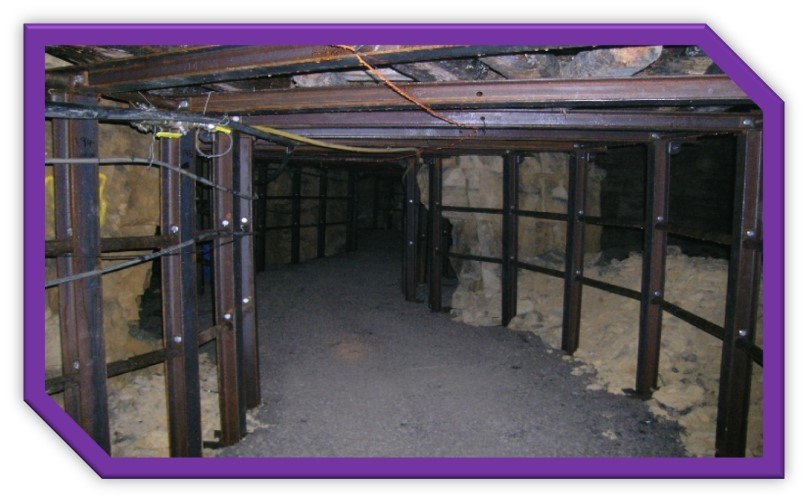
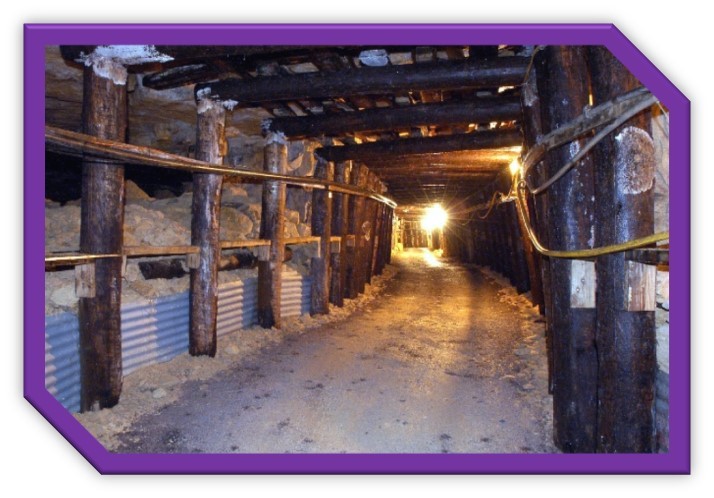
Emergency works
The immediate areas for concern were classified as high hazard and were stabilised by driving roadways around the area, shuttering around the perimeter and then pumping a lightweight foamed concrete into the void. The lifts were limited to 1 metre so as not to over stress the shuttering with the final pours up to the roof of the mine undertaken using sacrificial pump and vent lines fixed to the roof of the mine. This “isolate and infill” method continues to date with the last of the high hazard areas due to be finished late 2005.
Once the areas of immediate hazard are made safe, thought will be given to the abandonment of the rest of the mine workings, some 500,000 cubic metres, with this work due to start mid way through 2006 (subject to funding) and expected to last until 2010.

Environmental, Cultural and Social considerations
In addition to the stabilisation works, the site is one of the 20 top bat hibernation sites in Europe and 7th best in Britain. The Greater Horseshoe Bat is one of the largest and rarest bats in the UK and is found only in south-west England and West Wales. A full time bat man ensures that the workings have as little effect as possible on the bats within the mine.
There are many areas within the mine of archeological importance and Oxford archeology have carried out in depth laser video surveys of the entire mine complex as well as the recording and retrieval of many artifacts.
The renowned geologist William Smith carried out many studies of the Combe down mines in the eighteenth century and his findings helped him produce the first Geological map of Great Britain, a publication credited with changing the face of world geology and how it was recorded.
On Site material batching
- Due to the location of the plant (in the middle of a rural community) it was essential that it was environmentally friendly. Consideration was given to the batching sequence to minimise dust, noise and road traffic.
- Filters, control flaps and extraction units were installed to ensure clean air.
- Air mufflers and soft close rams were used for valves to minimise the noise.
Daily site deliveries;
- 12 x 30 ton deliveries of CEM1
- 6 x 30 ton deliveries of Sand
- 200,000 litre of water
- 2,000 litres of foaming agent.
- This provides the site with 1200m3 of foamed concrete.
Without on-site batching facilities
The 18 material deliveries for 1200m3 of fill equates to 67m3 for each truck through the village. A typical concrete delivery of 8m³ would equate to 150 wagons.
Materials and placement
- The concept of a foamed concrete is to provide a material which is fluid or self levelling but to what extent could this be controlled? Most foamed concrete is produced with a density and cement content with very little thought given to the rheology. For Combe Down the challenge to provide a material which had the benefits of high yield and a strength capable of supporting the mine roof had always been the goal. The added complication of controlling the material or indeed making the material intelligent so degrees of migration could be called upon seemed an impossible task. As the project moved forward we were able to control much better the flow characteristics of the material as follows. The client was concerned that when filling the first section of any void, (the area that contained the most amount of discards) the potential for increased material volume could potentially cause an issue, as the foamed concrete could migrate deep into the discards into areas that were not designated as requiring infilling. The solution was to design a foamed concrete that could still be manufactured using the same materials and equipment but by the use of a different foaming agent made the foamed concrete substantially less flowable, meaning that migration of the foamed material into the discards could be better predicted. This grade of foamed concrete was named Propump 40 grade (PF40) after the foaming agent used to manufacture it.
Quality control:
All materials were subject to rigorous testing:
- Sampling of base mix. (Flow, temperature, strength)
- Sampling of foam (Density, stability, consistency)
- Sampling of foamed concrete (Density, temperature, strength, flow)
- Calibration of plant, equipment and test equipment
- Monitoring of volumes placed
- Cube testing and reporting on the results
- Base materials
- When the materials have been mixed they are discharged into a 6m3 holding tank where a sample is taken and checked. The material is checked for density which should be between 1850 and 1950kg/m3.
- The base slurry is pumped into the mine where a foam generator injects the foam at a pre-selected ratio. The density of the foamed concrete is checked along with the temperature and any alterations are relayed to the surface where the values are adjusted to suit. Four cubes are taken at 20 minute intervals and the results are recorded on daily sheets.
- The three remaining cubes are split between 7, 28 and 84 day testing.
- From testing we have determined that both the base material temperature and the ambient temperature have a direct impact on the final peak temperature of the foamed concrete.
- Site controls include: forced ventilation and a water chiller on site which is capable of lowering the water temperature of the batch water by 10C.


Regent Street Flyover
More information
Propump Consultancy Services

Propump news & articles

Why choose foamed concrete?

Projects by Propump
